

 Джастин
Джастин
Полагаться на самопроверку на заводе - проверенный способ получения бракованных товаров. Исследования показывают, что эти внутренние проверки могут пропустить 37% серьезных недостатков, оставляя вас наедине с дорогостоящими отзывами и подорванным доверием клиентов.

В этом руководстве представлены практические рекомендации, которые помогут вам взять ситуацию под контроль. Мы подробно описываем стандарты AQL, определяющие допустимые уровни дефектов, объясняем четыре критических этапа проверки - от предпроизводственного до погрузочного - и показываем, как составить пуленепробиваемый контрольный список. Вы узнаете, почему инспекция третьей стороной обычно обходится в $200-$350 в день, и как классифицировать дефекты от критических до незначительных, чтобы защитить свои грузы.
Почему нельзя доверять заводским “самопроверкам”
Самоинспекции на предприятиях часто оказываются неудачными из-за манипуляций с выборкой, когда дефектные изделия заменяются для получения идеальных результатов, а также из-за расхождений в измерениях при использовании разных инструментов. Исследования показывают, что такие проверки могут не заметить критических дефектов: в одном из исследований было обнаружено 37% крупных и 9% критических недостатков при самоаудите по GMP. Независимая валидация необходима для того, чтобы избежать таких инженерных пробелов в отчетности о качестве.

Три недостатка заводских систем самоконтроля
Заводские системы самоконтроля построены на фундаменте, который легко скомпрометировать. Основными недостатками являются манипуляции с выборкой, несоответствие измерений и мошенническая отчетность.
В типичном случае манипулирования выборкой фабрика может протестировать 10 изделий из партии. Если 8 прошли испытания, а 2 не прошли, то неудачные изделия просто отбраковываются и заменяются заведомо исправными. В итоговом отчете указывается показатель 100%, полностью скрывающий истинный уровень дефектов 20%, присутствовавший в исходной выборке.
Несоответствие измерений возникает, когда фабрики используют другие - часто менее точные - инструменты для тестирования, чем те, которые указаны покупателем. Завод может заявить о соответствии 100%, используя свое внутреннее оборудование, но независимое тестирование с помощью калиброванного кабельного тестера Fluke может обнаружить, что 15% изделий являются дефектными.
Мошенническая отчетность - самая прямая форма обмана. Сюда входит фабрикация данных испытаний на основе несуществующих процедур или утверждение об использовании калиброванного оборудования, которого нет на заводе. Чтобы противостоять этому, покупатели должны проводить прямые аудиты фактических процессов тестирования и проверять физические записи о калибровке.
Данные и последствия: Почему самопроверки не удаются на практике
Неудача самоинспекции не теоретическая, она подтверждена конкретными данными, которые свидетельствуют о значительных операционных рисках.
Анализ данных аудита надлежащей производственной практики (GMP) по 99 отчетам из 19 стран показал, что самоинспекция систематически упускает проблемы. Внутренние проверки не выявили 37% крупных недостатков и 9% критических недостатков, что создает опасный пробел в надзоре.
Риск распространяется и на внешние инспекции. Исследования показывают, что когда один и тот же следователь посещает предприятие несколько раз, опасность отзыва продукции возрастает на 21% при втором посещении и на 57% при третьем. Этот “эффект знакомства” снижает строгость инспекции, и этот риск можно уменьшить путем ротации инспекционных групп.
Распространенные протоколы повторного тестирования также скрывают риски на уровне партии. Например, если тестируется 10 изделий и одно из них не прошло проверку, то одно повторное тестирование может позволить этой маргинальной детали пройти проверку. Такая практика может скрыть потенциальный уровень несоответствия 10% для всей партии, что представляет собой значительную угрозу качеству и безопасности, о которой не сообщается.
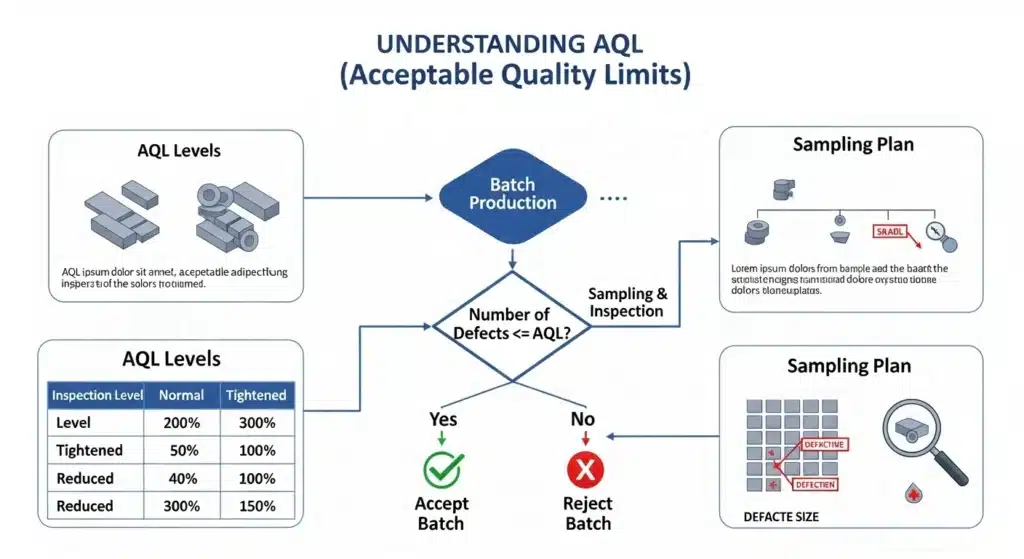
Понимание AQL (приемлемый предел качества)
AQL (Acceptable Quality Limit) - это максимально допустимый процент дефектов в производственной партии, определяемый методом случайной выборки в соответствии с такими стандартами, как ISO 2859-1. Он определяет пороги приема/отбраковки в зависимости от размера партии, уровня контроля и тяжести дефекта - критического (0%), значительного (0,1%-2,5%) и незначительного (2,5%-4,0%) - балансируя между стоимостью контроля и контролем риска.
| Классификация дефектов | Типичный диапазон AQL | Пример |
|---|---|---|
| Критический | 0% | Риски для безопасности, такие как короткое замыкание или разрушение конструкции. |
| Главная | 0,11 ТП3Т - 2,51 ТП3Т | Функциональные сбои, например, неработающая кнопка. |
| Minor | 2,51 ТП3Т - 4,01 ТП3Т | Косметические дефекты, такие как мелкие царапины или несоответствие цвета. |
Что такое AQL и почему он имеет значение
AQL - это не гарантия отсутствия дефектов. Это статистический предел, определяющий наихудший уровень качества, который покупатель может допустить в случайной выборке, взятой из производственной партии.
Эта система защищает покупателей, предоставляя четкий, объективный стандарт для принятия или отклонения поставок, выходя за рамки субъективных самопроверки на заводе. Она уравновешивает два ключевых риска: риск поставщика забраковать хорошую партию и риск покупателя принять плохую партию. Этот баланс визуализируется с помощью кривых операционных характеристик (OC).
Применение AQL обусловлено классификацией дефектов. Критические дефекты представляют угрозу безопасности и имеют строгий AQL 0%. Крупные дефекты влияют на функционирование и обычно используют AQL в диапазоне от 0,1% до 2,5%. Незначительные дефекты носят косметический характер и допускают более высокий AQL, обычно от 2,5% до 4,0%.
Как работает контроль по AQL: Стандарты и размеры образцов
Процесс проверки соответствует международному стандарту ISO 2859-1, в котором приведены таблицы отбора образцов. Более старым, но аналогичным стандартом является MIL-STD-105E. Процесс начинается с определения размера партии и выбора уровня инспекции, причем уровень II является общепринятым по умолчанию.
Во-первых, размер партии и уровень контроля используются для определения кодовой буквы размера выборки из таблиц стандарта. Например, партия из 2 000 единиц на уровне II соответствует кодовой букве ‘K’. Эта кодовая буква в сочетании с выбранным значением AQL для каждого класса дефектов указывает на необходимый размер выборки и количество приемок и отбраковок.
Например, для партии из 5 000 единиц продукции с AQL 1,0% вы должны проверить 200 случайно выбранных единиц. Если обнаружено 5 или менее дефектов, партия принимается. Если обнаружено 6 или более дефектов, партия бракуется.
Значения AQL применяются отдельно для каждого класса дефектов. В сценарии с AQL 2,5% для крупных дефектов и 4,0% для мелких дефектов и размером выборки 200 единиц вы можете принять партию, если она содержит 10 или менее крупных дефектов и 14 или менее мелких дефектов.
4 вида инспекций (от предварительной до погрузочной)
Полная стратегия контроля качества использует четыре последовательных инспекции: Предпроизводственный контроль (PPI) проверяет сырье, во время производства (DUPRO) выявляет ошибки на ранней стадии, перед отгрузкой (PSI) проверяет готовую продукцию, а контроль погрузки в контейнеры (CLS) обеспечивает безопасность логистики. Эта цепочка превращает контроль качества в серию проверяемых ворот.

Четырехступенчатая система инспекции
Четыре канонических контроля качества образуют временную структуру для управления рисками от сырья до транспортного контейнера. Каждый этап служит отдельной цели и выполняет функцию контроля качества.
Предпроизводственный контроль (PPI) действует как входной контроль качества для сырья и компонентов, проверяя спецификации до начала производства. Он функционирует как входной контроль качества (IQC), проверяя размеры, вес, цвет, повреждения при транспортировке, маркировку, упаковку и соответствие спецификациям до того, как материалы поступят на производственную линию.
Инспекция в процессе производства (DUPRO) планируется, когда 20-60% заказ завершен, чтобы обнаружить проблемы с качеством или процессом, пока еще можно их исправить. Такое время обеспечивает статистически значимую выборку незавершенного производства, позволяя заводам корректировать оснастку, методы или практику операторов до завершения полного цикла производства.
Предотгрузочная инспекция (PSI) - это окончательная проверка коммерческой приемки готовой продукции 100% с использованием статистической выборки (AQL) для принятия решения о возможности отгрузки партии. Проводится, когда товар готов на 100% и упакован не менее чем на 80%. При этом особое внимание уделяется внешнему виду, допускам на размеры, функциональности, безопасности, упаковке и маркировке в соответствии с техническими условиями на продукцию.
Контроль погрузки контейнеров (CLS) проверяет правильность состава продукции, целостность упаковки и состояние контейнеров во время погрузки, чтобы предотвратить ошибки на последней миле. Он проверяет тип продукции, набор SKU, количество, штрих-коды, укладку на поддоны, состояние контейнеров и пломбирование, чтобы защитить товары от повреждений, перепутывания и мошенничества после того, как они пройдут окончательную проверку.
Исполнение и практическое применение
Каждый этап контроля включает в себя конкретные проверки и методы, соответствующие его точке в производственном графике. Практическое применение превращает систему в действенные контрольные точки.
Проверка PPI включает в себя проверку размеров, веса, цвета, сертификатов материалов и повреждений при транспортировке таких компонентов, как ткань, электроника или фурнитура. Такая проверка на входе гарантирует, что производство начнется с соответствующих исходных материалов, снижая риски, связанные с поставщиками.
DUPRO уделяет особое внимание качеству сборки, настройкам инструмента и дефектам на ранних стадиях, позволяя заводам корректировать процессы до завершения полного цикла производства. Инспекторы выявляют отклонения в технологическом процессе и проблемы с качеством изготовления, обеспечивая обратную связь, которая позволяет корректировать производственный процесс в режиме реального времени.
Окончательный выборочный контроль (ОВС) по планам AQL включает визуальный контроль, функциональные испытания и проверку упаковки/маркировки на статистически выборочной части заказа. Вместо проверки по 100% этот метод использует планы приемочной выборки для принятия решения о приемке партии, эффективно оценивая уровень дефектов для всей партии.
CLS включает в себя контроль паллет, сверку количества SKU с упаковочными листами, проверку состояния контейнера на наличие повреждений или влаги, а также наложение пломбы с защитой от вскрытия. Этот заключительный этап обеспечивает целостность логистики, гарантируя, что правильные, неповрежденные товары будут загружены в исправный контейнер для транспортировки, замыкая цикл от производства до погрузки.
На всех четырех этапах инспекторы выполняют основной набор действий: визуальный осмотр, измерение размеров, функциональные испытания и проверку упаковки/этикетки. Эти действия часто подкрепляются статистическим контролем процесса (SPC), приемочной выборкой и контрольными картами. В результате получается цепочка дискретных, проверяемых контрольных точек, о которых свидетельствуют отчеты об инспекциях по конкретным этапам, контрольные списки и записи о выборке.

Создание пуленепробиваемого контрольного списка контроля качества
Пуленепробиваемый контрольный список контроля качества - это контролируемый документ, который переводит спецификации проекта и заказчика в измеримые точки контроля. Он заменяет субъективные суждения количественными критериями, такими как допуски на размеры, спецификации материалов и классификация дефектов. Контрольный список также предписывает конкретные методы проверки, необходимую документацию и четкие обязанности для создания полного аудиторского следа.
| Компонент контрольного списка | Назначение | Пример / требование |
|---|---|---|
| Количественные критерии приемлемости | Замените качественные замечания измеримыми пределами сдачи/не сдачи. | Допуск по длине в пределах ±0,1 мм, конкретные значения крутящего момента, рабочие пределы. |
| Классификация дефектов | Объективно классифицируйте недостатки по степени безопасности и функциональности. | Критические, основные и второстепенные классы для выявления таких проблем, как острые края или структурная нестабильность. |
| Метод контроля и прослеживаемость | Определите порядок проверки и ответственных за нее, создав контрольный журнал. | Укажите визуальный, измерительный или функциональный тест. Обязательные подписи, даты и точки удержания. |
| Справочная документация | Связывайте пункты контрольного списка с авторитетными источниками. | Чертежи, спецификации материалов, стандарты, такие как маркировка UL или цветовые коды Pantone. |
| Управление системой | Встраивание инфраструктуры системы качества в процесс проверки. | Требуются CoC, калиброванное оборудование, квалифицированные процедуры и определенные этапы контроля (входной, технологический, заключительный). |

Основные компоненты профессионального контрольного списка
Основой надежного контрольного списка является преобразование спецификаций в выполнимые, однозначные пункты проверки. Каждый компонент разработан таким образом, чтобы исключить догадки.
Во-первых, он переводит проектные основы и требования заказчика в дискретные, измеримые критерии приемки. Это означает указание точных значений, таких как допуск на длину в пределах 0,1 мм или требуемый крутящий момент, вместо того чтобы полагаться на расплывчатые термины вроде “правильно собранный”.”
При визуальном и косметическом осмотре контрольный список определяет четкую классификацию дефектов - критические, основные, незначительные - в зависимости от их влияния на безопасность и функциональность. Это позволяет инспекторам сосредоточиться на таких проблемах, как острые края, занозы или мусор, которые могут повредить изделие.
В каждом изделии должен быть указан точный метод проверки: визуальный осмотр, измерение калиброванными измерительными приборами, функциональный тест или тестирование программного обеспечения. Это обеспечивает согласованность действий разных инспекторов и смен.
Для создания проверяемого аудиторского следа в контрольном перечне указываются места проведения инспекции и требуются подписи ответственного лица с указанием даты. В регулируемых отраслях такая прослеживаемость не является обязательной.
Наконец, все критерии должны ссылаться на базовые стандарты, чертежи и спецификации. Это может включать требование маркировки UL для электрического компонента, определенного номинального напряжения или цвета, проверенного по коду Pantone, что позволяет привязать каждую проверку к исходному документу.
Интеграция документации и системного контроля
Пуленепробиваемый контрольный список не существует сам по себе; он является входом в более широкую систему менеджмента качества. Он предписывает конкретную документацию, необходимую для проверки, создавая бумажный след, подтверждающий результат проверки.
Это включает в себя запрос у поставщиков сертификатов соответствия (CoC), номеров партий материалов, записей о проверках и испытаниях, а также результатов химических и физических испытаний. Контрольный список проверяет наличие и правильность этих доказательств.
Также требуется, чтобы все используемое измерительное и испытательное оборудование было откалибровано, а статус и частота калибровки документированы. Результат инспекции надежен лишь настолько, насколько надежен инструмент, используемый для его получения.
В соответствии со стандартами высокой надежности, такими как NUREG-1536, контрольный список связывает пункты с контролируемыми письменными процедурами и квалификацией персонала. В нем указывается этап проверки - будь то проверка входящих материалов, проверка в процессе производства или проверка конечного продукта.
В требованиях к продукции указываются вес, размеры, конструкция материала и обязательная маркировка. Для проверок в процессе производства он включает измеримые элементы контроля, такие как размеры деталей, значения крутящего момента и параметры оборудования, контролируемые в процессе производства. Благодаря такой интеграции контрольный список становится живой частью системы качества, а не просто листом бумаги.
Что происходит при обнаружении дефектов?
При обнаружении дефекта он немедленно регистрируется с уникальным идентификатором, классифицируется по типу и степени тяжести, и принимается решение о его устранении. После этого проводится анализ первопричины, чтобы предотвратить повторение, и выполняются корректирующие действия для устранения основной проблемы процесса.

Процесс регистрации и классификации дефектов
С момента обнаружения дефекта начинается структурированный процесс документирования. Каждой проблеме присваивается уникальный идентификатор, и она регистрируется с указанием таких важных деталей, как источник, дата обнаружения и ответственный инспектор. Таким образом, создается проверяемый след для отслеживания и проверки соответствия, часто поддерживаемый цифровыми платформами, которые стандартизируют отчетность и автоматизируют эскалацию на разных объектах.
Затем дефект классифицируется. К общим категориям относятся дефекты поверхности (например, царапины или изменение цвета), ошибки размеров (выход за пределы допусков), функциональные сбои, компрометация материала и проблемы сборки. Одновременно оценивается степень серьезности - как правило, критическая, серьезная или незначительная, - что непосредственно влияет на последующее решение об утилизации: Принять, Переработать или Отклонить. Приложения, такие как фотографии и данные испытаний, привязаны к журналу, чтобы обеспечить четкое доказательство и контекст.
Анализ корневых причин и корректирующие действия
После того как дефект зарегистрирован и принято решение о его устранении, внимание переключается на понимание причин его возникновения. Методы анализа коренных причин (RCA), такие как метод "5 причин" и диаграммы Фишбоун, используются для того, чтобы проследить симптомы до основного источника. Такие инструменты, как диаграммы Парето, применяют правило 80/20 для выявления нескольких важнейших причин, ответственных за большинство проблем с качеством, что позволяет эффективно направлять усилия.
Выводы, полученные в ходе RCA, служат основой для корректирующих действий. Они направлены не только на устранение единственного дефекта, но и на улучшение процесса, чтобы предотвратить повторение. Действия могут включать стандартизацию рабочих процедур, переобучение сотрудников, повторную калибровку оборудования или применение методов бережливого производства для устранения отходов. Такой упреждающий подход очень важен, поскольку стоимость устранения дефекта возрастает в геометрической прогрессии, чем позже он обнаружен в производственном цикле. В поддержку всей системы управления качеством служат такие стандарты, как ISO 2859-1 для последовательного отбора образцов, и такие инструменты, как статистический контроль процессов (SPC) для мониторинга в режиме реального времени, чтобы выявить отклонения в процессе до того, как они приведут к дефектам.
Инструменты для дистанционного осмотра (видео/в прямом эфире)
Средства удаленного контроля используют прямую трансляцию видеосигнала с таких устройств, как видеоскопы или смартфоны, позволяя вам видеть внутреннее состояние оборудования или производственных линий из любого места. Эта технология позволяет получать изображения с высоким разрешением и работать в режиме реального времени, сокращая необходимость выезжать на место и обеспечивая детальный контроль качества.

Как работает удаленный визуальный контроль
Удаленная визуальная инспекция (RVI) использует потоки видео в реальном времени с таких устройств, как видеобуры, планшеты или смарт-очки, для неинвазивного осмотра труднодоступных участков. Основная цель - обеспечить взаимодействие в режиме реального времени между инспектором на объекте и менеджером по качеству или клиентом в удаленном режиме.
Такой подход позволяет сократить расходы и задержки, связанные с выездом экспертов, обеспечивая при этом немедленное визуальное подтверждение качества продукции или состояния оборудования. Ключевые особенности включают в себя визуализацию с высоким разрешением, например, четкость TrueSight™, а также инструменты для аннотирования в реальном времени и телеметрии, позволяющие отмечать дефекты непосредственно на видеоизображении.
Технические требования и расширенные возможности
Для надежной передачи видео в реальном времени требуется стабильное интернет-соединение с пропускной способностью не менее 100 кбит/с (3G+ или Wi-Fi); в удаленных заводских помещениях рекомендуется использовать персональный интернет-ключ. Такие приборы, как видеоскоп Everest Mentor Flex, обеспечивают 3-часовое время автономной работы и расширенное сочленение зонда для всестороннего внутреннего осмотра.
Современное программное обеспечение позволяет использовать такие функции, как стереоизмерения Real3D для создания 3D-облаков точек дефектов и автоматической загрузки данных на облачные платформы, такие как InspectionWorks. Эффективность рабочего процесса повышается благодаря инструментам, позволяющим ускорить аннотирование с помощью сенсорных экранов 300%, и функции Menu Directed Inspection (MDI) для автоматической маркировки изображений и создания отчетов.
Стоимость контроля качества третьей стороной по сравнению с агентом
Сторонние фирмы по контролю качества обычно берут $200-$350 за человеко-день за 8-часовую инспекцию, что приводит к затратам в $360 и более за визит. Агенты по поиску поставщиков часто стоят меньше в час, около $8-$25, но их ценообразование менее прозрачно, а их инспекции могут не обладать объективностью и стандартизированной методологией независимой фирмы.

Модель затрат на инспекцию третьей стороной
Стандартной ценовой единицей для профессиональных фирм, занимающихся контролем качества, является ‘человеко-день’, определяемый как примерно 8 часов работы по проверке на месте плюс время на дорогу. В крупных азиатских производственных центрах, таких как Китай, тарифы "все включено" обычно составляют от $200 до $350 за человеко-день.
Например, стандартная предотгрузочная инспекция одежды часто требует 1,5 человеко-дня, что в среднем обходится примерно в $360 за одну инспекцию. При масштабировании крупной программы эти расходы значительно возрастают. Годовые расходы одной розничной компании на инспекции третьих сторон выросли с $1,8 млн до $2,88 млн после расширения охвата.
Агентский контроль качества: Ценообразование и скрытые расходы
В отличие от этого, агенты или выделенный персонал инспекции часто оцениваются по цене за час или за месяц, а не за каждую инспекцию. Ориентир для выделенного места агента в модели BPO - от $8 до $25 за час работы агента.
Хотя это может показаться дешевле в расчете на одно посещение, такая модель влечет за собой значительные компромиссы. Агенты часто вступают в конфликт интересов, поскольку для них приоритетом может быть поддержание отношений с фабрикой, а не строгое обеспечение качества. Кроме того, при проведении инспекций под руководством агентов часто отсутствуют структурированные, основанные на стандартах методики - например, статистически обоснованный отбор проб по AQL, - которые определяют профессиональные инспекции третьей стороны, что повышает риск попадания бракованных партий к вашим клиентам.
Заключительные размышления
Эффективный контроль качества в Китае зависит от того, насколько широко используются самопроверки на заводах. Задокументированные недостатки - от манипуляций с выборкой до мошенничества с отчетностью - демонстрируют, что независимая проверка не является необязательной. Внедрение структурированного подхода с четкими стандартами, такими как AQL, последовательной четырехступенчатой системой проверки и пуленепробиваемыми контрольными списками превратит качество из субъективного утверждения в ряд измеримых и проверяемых показателей.
Выбор между сторонними инспекторами и агентами по поиску поставщиков в конечном итоге отражает компромисс между стоимостью и контролем. Хотя агенты могут показаться более дешевыми, объективность, стандартизированная методология и бесконфликтная отчетность профессиональной фирмы обеспечивают более надежную защиту от бракованных поставок. Интеграция этих инструментов - от проверок AQL на месте до удаленной видеоверификации - создает надежную систему, которая управляет рисками от сырья до транспортного контейнера, защищая ваш бренд и конечный результат.
Часто задаваемые вопросы
Что такое стандарт AQL 2.5?
Стандарт AQL 2.5 - это приемлемый уровень качества, определенный в стандарте ISO 2859-1 и представляющий собой уровень дефектности 2,5% как наихудшее допустимое среднее значение для приемки при контроле каждой партии. Обычно он применяется к основным дефектам, то есть при определенных размерах партии в выборке из 200 единиц допускается не более 10 дефектов.
Сколько стоит инспекция третьей стороны?
Стоимость инспекции продукции третьей стороной обычно составляет от 200 до 400 долларов США за день работы инспектора для стандартных потребительских товаров в основных регионах производства. При небольших заказах за однодневный визит на место обычно взимается фиксированная плата в размере от 600 до 900 долларов США за заказ.
Могу ли я осмотреть товар по видеосвязи?
Да, удаленная видеоинспекция (RVI) - это стандартная отраслевая практика. Для ее проведения требуется только современный смартфон или планшет и подключение к Интернету с пропускной способностью более 100 кбит/с для передачи видеоизображения с завода или склада в режиме реального времени.
Что делать, если поставщик отказывается заменить бракованный товар?
Если поставщик отказывается заменить дефекты, покупатель может потребовать замены или ремонта за счет поставщика в соответствии с условиями заказа на поставку. Этот процесс включает в себя официальные запросы на корректирующие действия. Невыполнение требований может привести к удержанию платежей, возмещению затрат или дисквалификации поставщика.
Нужен ли мне контроль 100% или случайная выборка?
Для рутинного производства стандартом является случайная выборка с использованием таких стандартов, как ANSI/ASQ Z1.4. Инспекция 100% обычно проводится для критически важных изделий, очень низких объемов производства или когда производственный процесс еще не доказал свою стабильность и работоспособность.
Что такое ‘золотая проба’?
Золотая проба - это окончательный, утвержденный образец продукции, который служит окончательным эталоном качества, внешнего вида и функциональности. Он изготавливается с использованием точно таких же процессов и материалов, которые предназначены для массового производства. Несколько экземпляров обычно хранятся у покупателя и поставщика для использования во время проверок.