Justin
Justin
For B2B brands, the biggest barrier to launching a private label line is often the perceived high cost and commitment of custom packaging. You need your brand to stand out, but you can’t afford to tie up capital in thousands of units of untested inventory.

This guide breaks down how to achieve custom branding in Yiwu with practical, low-volume strategies. We’ll explain why MOQs vary—from 1 unit for digital printing to 500+ for complex molds—and outline the three main levels of customization, from simple stickers to full custom tooling that can cost between $1,000 and $2,500 for a standard part.
The Myth of High MOQs for Branding
High MOQs are not a fixed rule for branding. Production setup costs and material economics drive MOQs, creating a wide range from 1 unit for DTG printing to 500+ for complex manufacturing. Brands can use low-MOQ methods like digital printing or negotiate smaller test runs to launch products without excessive inventory risk or upfront cost.
| Product / Process | Typical MOQ | Key Driver |
|---|---|---|
| DTG Printing (Apparel) | 1 unit | Eliminates physical screen setup |
| Screen Printing (Apparel) | 12-72 units | Justifies screen & press setup (e.g., Riley Hopkins 300) |
| Digital Printing (Shipping Boxes) | 100 units | Minimal setup for digital runs |
| Flexographic Printing (Poly Mailers) | 500+ units | Amortizes custom die and plate costs |
| General Manufacturing | 500 units (example) | Covers raw material procurement and production line changeovers |
| Wholesale Test Run | 50-75 units | Negotiated minimum for market testing |

Why MOQs Vary: The Real Drivers Behind Order Minimums
MOQs are not arbitrary barriers but calculated figures based on production economics. They exist to cover the fixed costs of setting up a production run, which includes machine calibration, creating custom tools like screens or dies, and procuring materials in viable bulk quantities. For a supplier, an order must be large enough to make the setup time and cost worthwhile.
This is why methods differ drastically. Screen printing for apparel often starts at 12 shirts to justify the labor and material cost of burning screens and setting up a press like a Riley Hopkins 300. In contrast, direct-to-garment (DTG) printing bypasses physical screens entirely, using digital files to print directly onto fabric. This reduces the setup cost to near zero, allowing for a practical MOQ of a single unit.
The same principle applies to packaging. Digital printing on corrugated boxes can be economical at just 100 units because it requires no physical plates. For poly mailers using flexographic printing, however, MOQs jump to 500 or more. This covers the cost of creating a custom printing cylinder (die) and running the press long enough to achieve efficient ink coverage and material use. High-volume in-line processes for items like bubble mailers may require runs of 25,000 units to be viable.
In general manufacturing, a common cited baseline MOQ is 500 units. This threshold typically makes it feasible for a factory to source raw materials at a reasonable price, schedule the production line, and absorb the downtime required to change over machinery from another job. The MOQ is a function of the per-unit cost curve; below a certain quantity, the cost per item is prohibitively high.
Strategies for Low-Volume Branding and Production
Brands are not powerless against high MOQs. The first strategy is direct negotiation. Many suppliers are open to smaller “pilot” or “test” runs, especially for new partnerships. Proposing an initial order of 50-75 units at a slightly higher per-unit cost can be a win-win, allowing you to validate your product while giving the supplier a path to larger future orders.
Choosing the right production technology is critical. For apparel and soft goods, DTG printing is the ultimate low-MOQ solution for custom logos. For packaging, seek out suppliers with digital printing capabilities for boxes and paper mailers, which support MOQs in the 100-250 unit range. Explicitly target suppliers who advertise per-style or per-color customization, as their business model is built for lower volumes.
For a more complex product line, consider working with a sourcing agent or a platform that consolidates orders. These partners can combine your small orders for different items across multiple factories, allowing you to meet each individual supplier’s MOQ while building a diverse branded catalog. This is particularly useful for private label goods.
Finally, frame your search with realistic benchmarks. In apparel production, an MOQ under 500 units is generally considered low, while over 5,000 is high. For complex garments with multiple materials and trims, expect these thresholds to be higher. Using this framework helps you quickly identify suppliers whose capabilities and cost structures align with your launch-scale needs, effectively debunking the myth that branding requires massive upfront commitments.
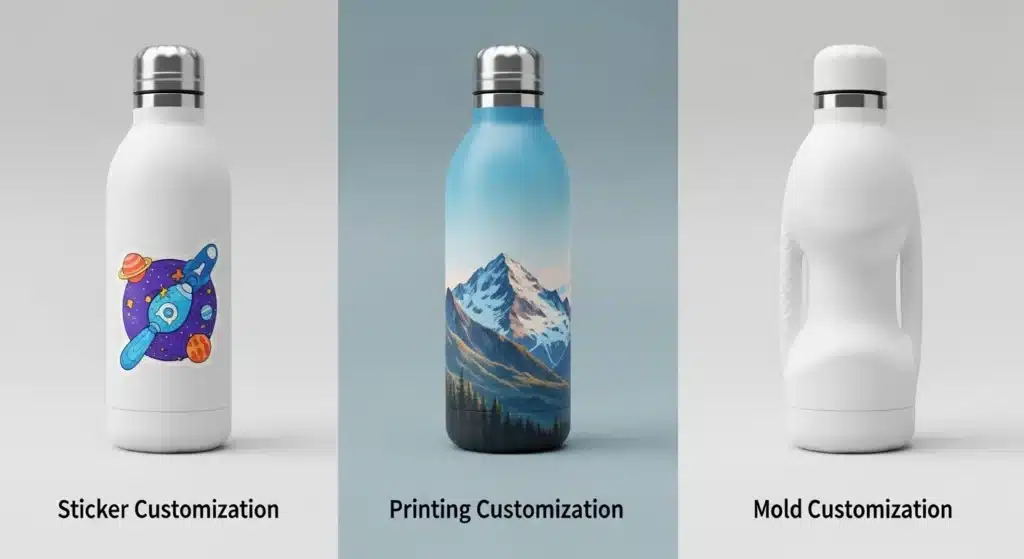
3 Levels of Customization (Sticker/Print/Mold)
Customization progresses from applying a sticker or label, to printing directly onto a standard part, to creating a unique part from a custom mold. Each level requires more investment, technical oversight, and legal consideration, with mold-level projects representing a true OEM partnership involving significant capital for tooling and higher minimum order quantities.
| Customization Level | Key Technical & Process Focus | Typical Commitment & Scope |
|---|---|---|
| Sticker/Label | Label material (e.g., BOPP/PET film), adhesive engineering, print durability testing (ASTM G155). | Low capital, minimal IP risk. Focus on artwork and label specification. |
| Print-on-Part | Surface pre-treatment (corona/plasma), ink adhesion (ASTM D3359), process fixturing and curing. | Increased process complexity using standard tooling. IP centered on artwork/trademarks. |
| Mold/Structure | Custom tooling (P20/H13 steel), material selection (ABS, PC/ABS), shrinkage compensation, dimensional tolerancing (ASME Y14.5). | High capital ($10k–$100k+ for tooling), higher MOQs (1k–5k units). Involves mold ownership and full IP agreements. |
Sticker/Label Level: Surface-Level Branding
This is the most accessible entry point for customization. Your branding is applied via a durable adhesive label without altering the base product’s geometry or tooling.
Labels for industrial or commercial products typically use films like BOPP (biaxially oriented polypropylene) or PET, around 58 microns (2.3 mil) thick. The pressure-sensitive adhesives are engineered for specific surfaces such as HDPE bottles, painted metal, or powder-coated housings.
Printing employs UV-cured or solvent inks, with durability validated against standards like ASTM G155 for UV resistance. This testing guarantees outdoor legibility for 2 to 5 years. At this level, your commitment is primarily to artwork design, label material specification, and adhesive selection. Intellectual property risk is minimal, focusing on the brand marks themselves.
Print-on-Part Level: Integrated Surface Graphics
This intermediate level integrates your branding directly onto a standard product or packaging component, increasing the technical and process requirements compared to a simple sticker.
Common techniques include screen printing for flat surfaces or pad printing for curved parts, creating an ink film between 5 and 30 microns thick. The ink must durably adhere to plastics or metals, which often requires surface pre-treatment.
For plastics like polypropylene (PP), treatments such as corona or plasma are used to raise the surface energy to 38–44 dyn/cm, enabling proper adhesion. Adhesion performance is typically verified using crosshatch tests per ASTM D3359. While you are using standard, existing tooling, this level adds steps for part fixturing, print registration, and ink curing. Intellectual property considerations are more involved than the sticker level but are still largely confined to artwork and trademark use, governed by contractual agreements.
The highest level of customization involves creating unique parts from custom molds, representing a true OEM or ODM partnership. This gives you full control over the product’s geometry, material, and structure.
Tooling involves custom injection molds or metal dies. Production molds for consumer goods often use tool steels like P20 or H13, with costs ranging from $10,000 to over $100,000 depending on complexity. Common plastic materials include ABS or PC/ABS blends, which may require UL 94 flammability certifications for electronics.
Engineering must account for material shrinkage—for example, 0.4–0.7% for ABS—during the CAD-to-mold design phase. Critical interfaces are dimensioned to standards like ASME Y14.5. Commercially, projects at this level involve significant capital for tooling and higher minimum order quantities, often between 1,000 and 5,000 units for a fully custom product. Legally, contracts must explicitly address mold ownership clauses, IP assignment for designs, and tooling amortization.
Finding Packaging Suppliers in District 3
District 3 in Ho Chi Minh City is a central hub for sourcing and liaison offices, connecting buyers to specialized packaging manufacturers in nearby industrial zones. Key suppliers here and in the network offer capabilities from industrial plastic pallets to custom-printed bags and corrugated boxes. Effective sourcing involves identifying suppliers with specific technical capabilities and formal quality systems like ISO certifications.

Supplier Types and Capabilities in the District 3 Network
The primary documented industrial supplier in District 3 is Thanh Truc Plastic, located at 216 Nguyen Thi Minh Khai, specializing in injection-molded plastic pallets and industrial containers for logistics.
For brandable consumer packaging, buyers typically use District 3 as a base to connect with manufacturers in surrounding areas offering logo printing, custom foam inserts, and printed cartons.
Key capabilities in the network include Vinh Phat Plastic’s logo printing on PE and specialty bags, New Edge’s 3D design and CNC cutting for custom PE/PU/EVA foam inserts, and Khang Thanh’s offset and flexographic printing for multi-layer corrugated boxes.
Evaluating Suppliers for Quality and Compliance
Formal management systems are a key proxy for OEM readiness; look for suppliers with ISO 9001:2015 for quality management and ISO 14001:2015 for environmental management, such as K-Packing and Khang Thanh.
For food-contact or specific safety needs, certifications like FSSC 22000 (held by Rang Dong Long An Plastic for films) are essential.
In the eco-packaging segment, verify alignment with Vietnam’s official Ecolabel (Decision 3257/QD-BTNMT), which requires plastic packaging to demonstrate over 90% biodegradation within two years, typically using materials like PLA or starch-based blends.

NNN Agreements: Protecting Your Design
An NNN agreement is a legal contract used in OEM manufacturing to protect your intellectual property. It combines Non-Use, Non-Disclosure, and Non-Circumvention clauses to prevent a factory from copying your design, sharing your technical data, or selling similar products to your customers. For design protection, it’s typically part of a broader China-governed contract package.

What an NNN Agreement Is and Why It’s Essential
An NNN agreement is a three-part legal barrier against intellectual property theft. The acronym stands for Non-Use, Non-Disclosure, and Non-Circumvention. This contract is designed to protect sensitive design assets like CAD files, technical drawings, custom mold designs, and proprietary production processes the moment you share them with a manufacturing partner.
It goes far beyond a basic Non-Disclosure Agreement (NDA). While an NDA might only prevent a factory from leaking your information, an NNN explicitly prohibits them from using your design to produce competing goods or from selling directly to your customers. This non-circumvention clause is critical for safeguarding your market position. For any private label or OEM project involving custom tooling or unique designs, an NNN agreement is the foundational legal layer you need before any technical data is exchanged.
How to Structure and Enforce an Effective NNN
To be enforceable against a Chinese manufacturer, an NNN must be drafted under Chinese law with a clear Chinese jurisdiction clause. This means specifying that any disputes will be resolved in a local People’s Court or through arbitration in China under PRC Contract Law. This local legal framework is what gives the agreement its teeth.
In practice, the NNN is often embedded within a comprehensive manufacturing contract. This full package typically includes a Product Development Agreement (PDA) to establish your ownership of all new IP and custom molds, and a Manufacturing Agreement (MA) to control quality standards and mold regulations. For products with multi-stage production—like jewelry or watches that involve separate molding and electroplating—the NNN must be signed by every entity in the chain. This closes potential IP leaks at upstream specialist factories that handle your core design data.
The agreement should define a clear duration, often 3 to 12 months or tied to a specific project, and list all protected confidential information, including design drawings, CAD files, and packaging. Most importantly, it must include pre-agreed liquidated damages—a specific financial penalty for breach—which provides a clear enforcement path and significant leverage if your design is copied or your molds are misused.
Cost of Custom Molds in Yiwu
Custom plastic injection molds in Yiwu typically cost between $500 and $5,000 for small to medium parts. A single-cavity mold for a simple component often falls in the $1,000 to $2,500 range. The final price depends on the mold’s size, steel grade, cavity count, and required lifespan.

Breaking Down a Typical Mold Quote
Understanding the components of a mold quote helps you audit supplier pricing. A typical mold for a small part, like a PP box cover, might cost between $1,250 and $1,305. This price breaks down into specific activities: material (tool steel) accounts for about $600, machining around $250, design roughly $150, and assembly and testing about $120.
Looking at the broader industry, design usually makes up about 10% of the total tooling cost. Material and machining are larger expenses, each typically accounting for 20-30% of the price. The initial sampling and first shots add another 3-5% to the mold cost.
This breakdown gives you a framework to question a quote. If a supplier’s price seems high, you can ask whether the cost is driven by more expensive steel, complex machining requirements, or a multi-cavity design.
Key Factors That Determine Your Final Cost
The grade of steel you choose has a direct impact on cost. Standard, medium-life molds often use pre-hardened steels like 718H or P20. If you need a mold to last for over 500,000 shots, you’ll likely need a hardened steel like H13, which increases the upfront price.
Your production volume and part requirements also dictate cost. A short-life mold designed for under 10,000 shots will cost less initially. Opting for a mold with multiple cavities raises the initial tooling investment but can significantly lower the per-unit part cost when producing high volumes.
Finally, the part itself is a major cost driver. Larger parts require more material and machining time. Complex geometries with undercuts, thin walls, or intricate details demand more sophisticated design and precision machining, which increases the mold’s price.
Timeline: From Sample to Mass Production
The timeline varies dramatically based on product complexity. Simple private label items using stock formulas can be ready in 4-8 weeks. Custom OEM products with new tooling or electronics require 9-12 months due to extensive engineering, sampling, and pilot validation phases.

The Two-Track Timeline: Private Label vs. Full OEM
Understanding the fundamental difference between a private label and a full OEM project is the first step to setting realistic expectations. The core divergence is in the level of validation required before mass production can begin.
Private label programs that use a manufacturer’s existing formulas, molds, or electronic platforms can move from concept to a sellable product in as little as 4 to 8 weeks. This speed is possible because you are leveraging pre-validated designs and production processes. The manufacturer has already worked out the kinks, so your project essentially involves customization—like branding, packaging, and minor tweaks—rather than creation from scratch.
In contrast, a true OEM or custom-formulation project involves developing something new. This could be a new mechanical mold, custom firmware for electronics, or a unique chemical formula for skincare. These projects require a full development cycle, typically spanning 12 to 24 weeks for the initial development and testing phase alone. The extended timeline is driven by the need for rigorous engineering, multiple sample iterations, and comprehensive testing to ensure the product meets performance, safety, and reliability standards before any significant investment in production tooling.
Phase-by-Phase Breakdown and Key Milestones
For complex OEM products, the journey to mass production is not a single step but a series of defined phases, each with its own duration and quantitative quality gates. Missing or rushing these gates is a primary cause of product failures and costly delays.
The process begins with specification and sampling. For a complex electronic or mechanical product, locking down the final design and approving a “golden sample” can take 6 to 8 weeks. This phase is critical—every detail from materials and dimensions to software functionality must be agreed upon before any production tooling is created. Only after this golden sample is approved does the project move forward.
Next comes the pilot run, a limited production batch of 500 to 2,000 units that serves as the final validation. This phase lasts 6 to 10 weeks and is not just about making units; it’s about proving the production line works. Success is measured by hard metrics: the production yield must exceed 95%, the final quality control defect rate must be below 2%, and projected 90-day field failure rates must be under 1%. Only if the pilot batch passes these gates will a manufacturer authorize a full ramp-up.
Following a successful pilot, the controlled ramp to full mass production begins. This phase typically takes 8 to 12 weeks to scale up to steady-state capacity while maintaining quality. When you add the specification, pilot, and ramp phases together, the total timeline for a complex OEM product—like custom audio equipment or electronics—realistically reaches 9 to 12 months from the first discussion to the first production shipment.
For regulated industries like cosmetics, the timeline incorporates mandatory compliance work. Even for private label, stability testing and microbiological assays (such as USP 61/62) are non-negotiable. This specialized testing can add 1 to 4 weeks to the schedule, but it is essential for market access and consumer safety.
Common Private Label Mistakes
Most private label failures stem from poor upfront strategy and weak supplier governance. Key mistakes include launching without a documented portfolio plan, failing to issue detailed product specifications, and choosing manufacturers on price alone without verifying quality systems or intellectual property rights.

Strategic and Commercial Pitfalls
Launching a private label line without a clear portfolio strategy and a detailed analysis of category economics is a foundational error. This lack of planning often results in products that chronically underperform, leading to significant inventory write-offs.
Failing to set explicit commercial targets from the outset creates ambiguity. Without defined margin goals, volume thresholds, and clear exit criteria for underperforming SKUs, it becomes difficult to manage the line’s profitability and make timely decisions.
A critical contractual oversight is neglecting to define responsibility for unsold inventory. Agreements that do not specify who finances, owns, and disposes of slow-moving stock leave the brand financially exposed to potential losses.
Operational and Technical Execution Errors
Relying on vague product briefs instead of engineering-level specifications is a common technical failure. Without detailed documents outlining exact composition, tolerances, packaging materials, and test methods, the final product is likely to be out of specification, requiring costly rework or relabeling.
Selecting a contract manufacturer based solely on unit price is a high-risk decision. This approach often overlooks the validation of critical factors like Good Manufacturing Practice (GMP) compliance, the supplier’s regulatory track record, and their stance on intellectual property ownership.
Overlooking the formal documentation of intellectual property rights creates long-term business risk. Failing to legally establish who owns the formulations, product designs, and mold/tooling can lead to dependency on a single manufacturer and potential legal disputes.
Research & Data
Industry research consistently points to structural and process errors as the primary causes of private label failure. The Boston Consulting Group identifies a lack of clear strategy, poor category discipline, and weak supplier governance as recurring pitfalls. Data shows that missing a documented portfolio strategy and economic model leads to underperformance and write-offs across SKUs.
On the execution side, guidance from pharmaceutical and health-product OEMs highlights that vague product briefs directly result in out-of-spec goods. Furthermore, choosing the wrong contract manufacturer without verifying their quality systems or regulatory compliance exposes the brand to operational and legal risks. A well-documented mistake is the failure to formally allocate inventory risk in distribution contracts, which can leave brands bearing the full cost of slow-moving stock.
Final Thoughts
Launching a private label brand in Yiwu is a practical path for entrepreneurs, not a closed door reserved for large corporations. The key is understanding the mechanics behind the numbers. Minimum order quantities are not arbitrary barriers but reflections of production economics, and customization exists on a spectrum from simple stickers to full custom molds. By matching your launch strategy with the right production technology—like digital printing for low volumes—and negotiating pilot runs, you can build a branded presence without the risk of excessive upfront inventory.
Your success hinges on more than just finding a supplier. It requires a disciplined approach: creating detailed product specifications, using legal tools like NNN agreements to protect your designs, and choosing partners based on their quality systems and capabilities, not just the lowest price. Whether your timeline is a few weeks for a private label item or several months for a custom OEM product, planning for each phase—from sampling to pilot runs—sets a realistic foundation. This structured process turns the complex challenge of manufacturing into a manageable, step-by-step journey toward creating your own product line.
Frequently Asked Questions
What is the MOQ for custom packaging?
For most B2B custom packaging runs using standard industrial printing like flexo or offset, the typical minimum order quantity is between 500 and 2,000 units per design. This range is standard for small to mid-size brands. While digital printing can offer lower MOQs, sometimes as low as 1 to 100 units, the 500–2,000 piece range is the industry baseline for conventional production.
How much does a custom mold cost?
Costs vary significantly based on complexity and volume. Simple, low-volume aluminum or 3D-printed molds can start around $100 to $5,000. For mid-volume production, hardened steel or aluminum molds typically cost between $2,000 and $25,000. For high-volume, complex production requiring multi-cavity steel molds, costs can range from $25,000 to over $100,000.
Can you bundle different products into one box?
Yes, you can bundle multiple distinct products into a single sellable unit. This requires creating a unique bundle SKU, keeping the components securely packaged together, and adhering to specific marketplace rules, such as Amazon’s FBA requirements. Industry standards define a bundle as containing at least two different SKUs under one master identifier.
How do I protect my design in China?
To protect your intellectual property in China, you must proactively register it under Chinese law. This involves filing for a Chinese design patent and trademark with the CNIPA before disclosing or selling your product. It’s also critical to structure contracts with suppliers to clearly assign ownership of molds and resulting IP to you, include non-disclosure clauses, and record your rights with Chinese Customs for enforcement. A design patent in China is valid for 15 years from the filing date.
Do I need to send my own artwork file?
Yes, for private label or OEM manufacturing, you are responsible for providing the final artwork file for custom printing. Files should be in vector formats like PDF or EPS, set in CMYK color mode with all fonts outlined. The resolution should be a minimum of 300 DPI at the final print size to ensure quality, though some processes may accept 150 DPI.
What is the lead time for custom samples?
The typical lead time for receiving custom product samples is between 7 and 21 days, or 1 to 3 weeks, after final approval of your artwork and technical specifications. Many manufacturers, especially in apparel and packaging, can deliver samples within 7 to 14 days for standard customizations.